 手机版|
手机版|

 二维码|
二维码|









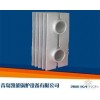
鳍片管是为了电站锅炉、工业锅炉、工业窑炉、船舶动力装置等排烟余热回收,充分利用余热,节能环保减排提高燃料利用率,而在系统烟道的尾部布置的强化换热元件。本实用新型涉及一种双H型鳍片管强化换热元件,其特征是1.鳍片对冲焊接在钢管表面2.鳍片焊接部位接触采用多个锯齿形,受热面均匀焊接牢固,焊角成形均匀表面圆滑,无夹渣气孔焊瘤,焊透率达97%。
产品特点:
鳍片管是为了回收电站锅炉、工业锅炉、工业窑炉、船舶动力装置等排烟余热,有效提高燃料的利用率,而在系统烟道的尾部布置的强化换热元件。
双H型鳍片管在结构设计上,对管子的易结灰部位采取了分离式结构,克服了螺旋片管易积灰、堵灰、和燃气阻力的缺点,是螺旋翅片管的改进型产品。另外,鳍片管的肋片成悬臂梁结构,在脉冲气流的作用下,肋片发生振动更有利除灰的处理。
双H型鳍片管,一方面,扩展受热面可以增大传热系数,另一方面,扩展受热面单元具有自清灰功能,可以减缓烟尘在受热面上的沉积、堵塞和磨损,特别是减缓磨损可以确保受热面合理的使用寿命,是余热锅炉安全经济运行的基础。
产品优势:
一种新型双H型鳍片管强化换热元件,采用新型鳍片管焊接工艺,鳍片焊接部位接触采用多个锯齿形,受热均匀焊接牢固,焊接成形均匀表面圆滑,无夹渣气孔焊瘤,焊透率达97%。
鳍片管鳍片三点式焊接形式,制造双H型鳍片管强化换热元件所用材料20#钢、ND钢碳含量和杂质含量低,焊接性好,因此鳍片管焊缝内在质量容易保证。构成鳍片管的管子和鳍片部分均有长度大、壁厚小的特点,特别是焊缝长度大,焊后焊缝部位会产生很大的纵向残余拉应力,焊缝远处的鳍片则受压应力作用,容易引起弯曲变形、波浪变形和扭曲变形。
鳍片管焊接结构中焊缝对称分布,由于先期焊缝产生的应力和变形对后续焊缝有影响,焊件的装配和焊接顺序不同,在生产过程中结构刚性的递增以及对焊接变形的影响也不同。如果焊接受热不均匀,焊缝收缩不一致会导致鳍片管产生弯曲变形和扭曲变形。同时,焊缝纵向收缩力也会使刚性较小的鳍片受压失稳即产生波浪变形。因此选择最佳装配焊接顺序以选择残余变形量最小的方案。
目前鳍片管焊接工艺的主要问题是鳍片波浪变形不符合要求。鳍片产生波浪变形的主要原因是焊接残余压应力过大,为了避免或降低波浪变形,必须使焊接残余压力值低于某一临界应力值,为此新型双H型鳍片管鳍片焊接部位采用多个锯齿形的办法,相当于减小鳍片管局部刚度,受热均匀从而减小了焊接过程中产生的压缩塑性变形量,使焊缝附近纵向残余拉应力降低,同时也大幅度降低了远离焊缝部分鳍片所承受的残余压应力,因此显著减小了鳍片波浪变形量。
试验结果:焊缝外观和熔深变形等符合技术条件要求,5米长小于1.5mm,鳍片管焊后鳍片弯曲变形、扭曲变形和波浪变形均得到了有效控制。
整体产品图片:
H型鳍片管组
- 面议
- 支持批量采购
- 发布时间:2016-10-22 21:13
产地:山东 青岛市 | 归属行业:翅片管
有效期至:长期有效
- 产品详情
- 联系方式
- 产品评价
- 供货总量:
- 发货期限:自买家付款之日起 3 天内发货
- 所在地:山东 青岛市
产品描述:
关键词:H型鳍片管组 青岛凯能锅炉设备有限公司


-
未填写

免责声明:
以上所展示的H型鳍片管组供应信息由青岛凯能锅炉设备有限公司自行提供,H型鳍片管组信息内容的真实性、准确性和合法性由发布企业青岛凯能锅炉设备有限公司负责,本网站不承担任何责任。本网站不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由您自行协商解决。




